Siemens G-Series drives have just been incorporated into a bespoke motor test rig.
We’ve just completed another set of control panels for a large motor test rig using Siemens G-Series drives. The work was carried out at our fully-equipped panel workshop in Blackburn. We’ve two more to build now!
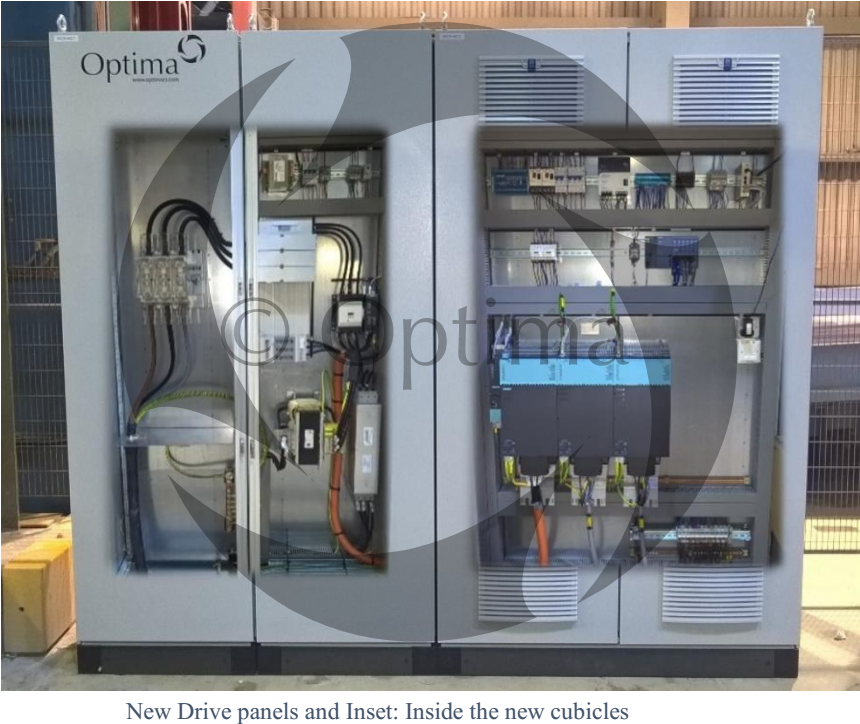
Large AC Motor Test Rig Panel with Two Siemens G120 Drives
Siemens S5 PLC’s are the workhorses of industry which is why Optima still come across them on a weekly basis. Fortunately, our talented team of engineers can apply their engineering skills to a wide variety of machines. This provides a … Continue reading →
Should you really replace like-for-like following failure of an automation component? Why not consider the opportunity of upgrading to a brand new fully-supported unit? The cost difference may not be what you expect. Quite the opposite in fact. Read on for more information:
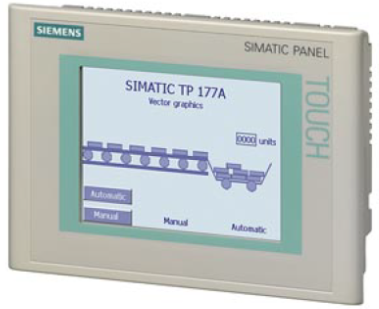
When faced with the complete failure of a HMI TP177A, our customer wished to source an equivalent part from the original supplier.
1) The obsolete screen was programmed with an obsolete package – Protool
2) The cost of the old replacement screen was more expensive than a newer and fully supported HMI.
After analysing the upgrade possibilities Optima were able to solve the two problems of replacement and obsolescence but with a further advantage to the customer.
Optima were able to convert the old HMI configuration to the new HMI equivalent and supply it to the customer for around the same price as the obsolete part.
If you are faced with an ageing and obsolete control system but don’t think you have the shutdown time to upgrade, think again. In one weekend, Optima were able to strip out an old motor control set and replace it with the latest state-of-the-art Siemens PLC and Drive control package. Find out how here:
When faced with the unreliability and ageing Crabtree motor starter sets, a leading manufacturer of waterproofing products turned to Optima for assistance. The existing pump control system was direct on-line and required pump changeovers to be initiated manually.
Old Pump Control Starter Panels
The solution was to replace the existing starter panels with a single panel housing 18.5kW and 30kW variable speed drives with a S7-1200 PLC controlling pump changeover from a 4 inch Basic HMI. This display shows providing pump status, hour run and pump selection buttons and also allows the system to run in fully Automatic or Manual modes.
New Pump Control Panel In-Situ
The installation task had to be completed during a weekend shutdown, requiring careful coordination between production and our engineering team to schedule the works.
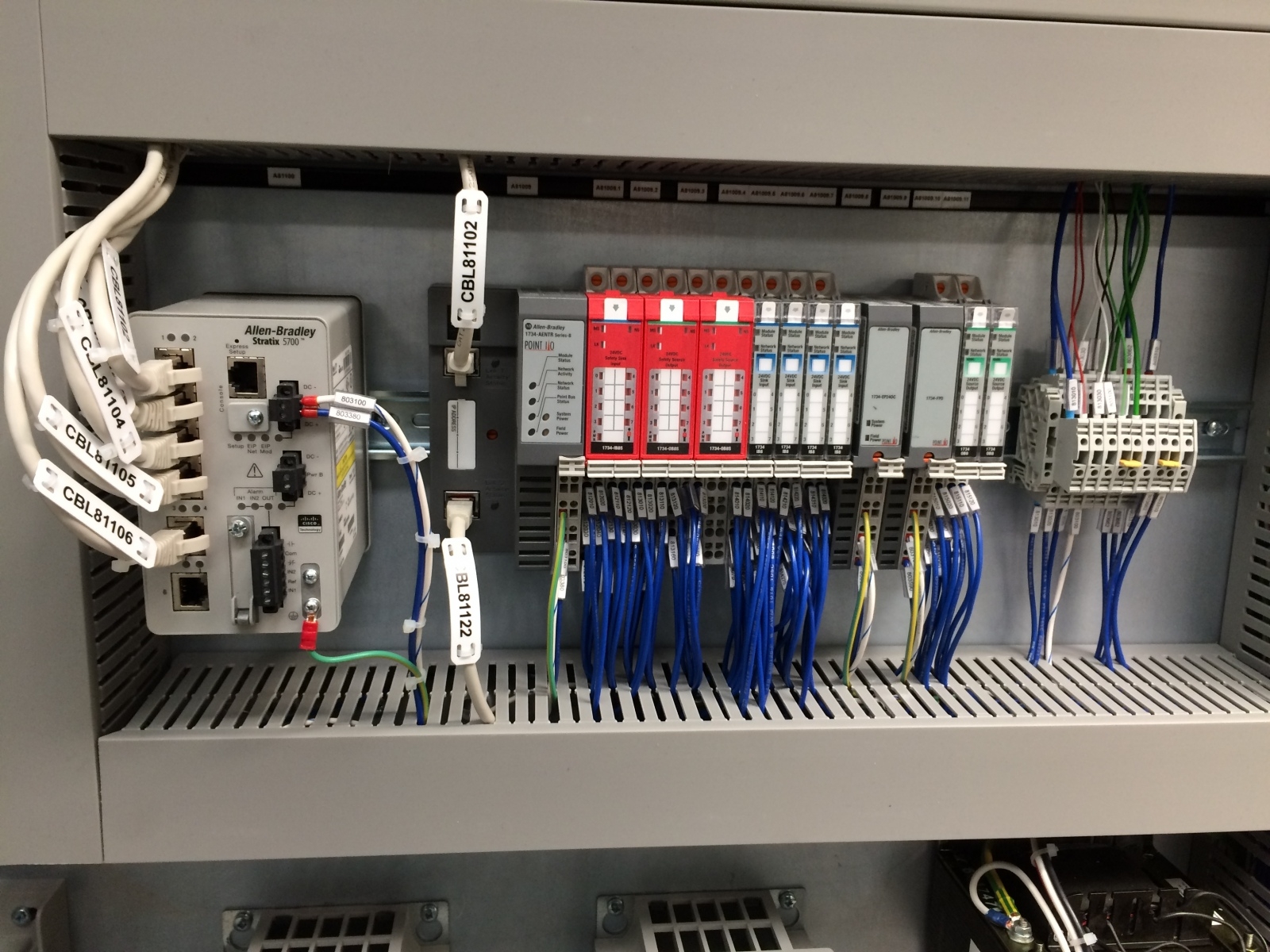
Inside The New Control Cabinet
The system was powered up ready to run in full production before Monday’s switch-on.
Not content with supplying our UK and European customers with quality control panels from our workshop, we thought to look further afield. Far across the Atlantic Ocean in fact. Optima turned our engineering skills to designing a full process control system for a customer in the USA. Here are some of the panels we built for this project.
This is our first batch of UL-Rated control panels completed and ready for storage prior to shipping to the United States. This is part of a fully integrated Rockwell Automation control system featuring ControlLogix PLC’s with Guard Logix Safety and PowerFlex Drives.
Hydraulic motors have their place in industrial controls but when precise speed and torque control are required, they can be wild beasts to tame. With unreliability plaguing one paper mill, followed by complete failure of the hydraulic process control system, Optima were able to step in and provide an upgrade solution in double-quick time.
When a major paper producer was faced with increasingly temperamental performance from the existing hydraulic drive control system on their Valmet KL Winder, they turned to Optima for assistance. The system suffered from uncontrolled starting from cold until the hydraulics had reached normal temperature. However, even at normal operating temperature, there were still issues with tension control being unpredictable.
Optima were asked to suggest possible upgrade solutions for the winder. Our solution was to use a Siemens Sinamics drive system, controlled from our own custom-written winder blocks. Optima’s winder blocks are PLC-based and provide all the functionality required of any winding application.
The new drive system was specifically designed to suit the exact material tensions, roll diameters and operating speeds of the winder to ensure both performance and cost needs were met. The actual products run on winders sometimes differ from the manufacturers own design.
A complete new control suite was built to house the new PLC and drive hardware. Installation was managed by Optima.
Final Commissioning was carried out by our own engineers specialising in web transport systems.
Tuning of the fully-compensated system was carried out over a series of product trials on different grades of paper. The drive control system is complex, not just for accurate tension control but also to drive either end of the paper unwind with separate AC geared motors – not an easy task to achieve. Optima’s control algorithms ensure that control of the unwind reel is shared equally between each drive whilst also preventing ‘slippage’ of the driving mandrel within the unwind core.
Optima will be pleased to provide a no-obligation site visit to discuss how we might improve the performance of your existing winder or for a completely new upgrade.
Please telephone: Andy Coverdale or Mark Lane on 01254 272829 to discuss your requirements in more detail.
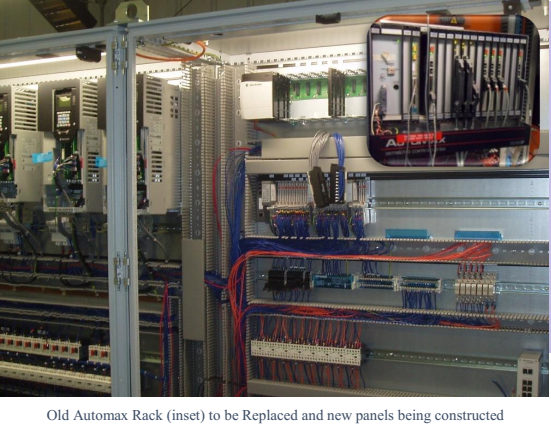
In this upgrade, carried out during a planned shutdown, an Automax controller and obsolete DC drives were removed and replaced by new AC Powerflex 753 drives and AC vector motors. The SLC500 rack was replaced by a new Control Logix rack and remote IO on Ethernet. The now redundant PanelMax HMI was replaced by a new InTouch system from Wonderware.
The full scope of work, carried out by our own engineers in-house included:
Hardware calculations/rating for drives
Customer project specifications for upgrade
Project design specification
Full Circuit diagrams for the upgraded equipment
Test documents to validate the new equipment operation
Software specifications and sequence diagrams
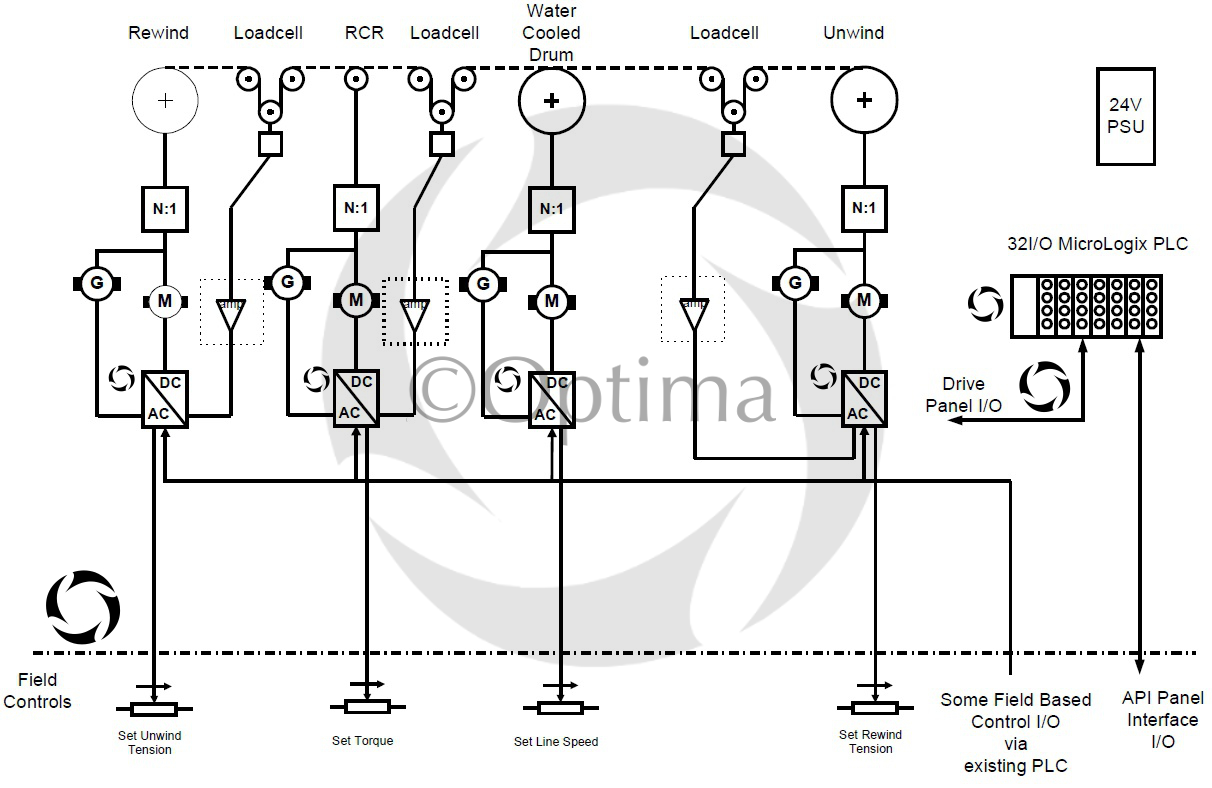
Details of a typical metalliser drive control system are shown below. Optima know the metalliser drives process intricately. We have upgraded over 10 metalliser drive systems from various manufacturers and can offer a comprehensive upgrade to bring control of your machine drive system up to the standards of a new metalliser.
Optima will be pleased to provide a no obligation site visit to discuss how we implemented this upgrade and how we can help upgrade your machine to new supportable equipment.
Please telephone: Andy Coverdale,Mark Lane, Michael Hill on 01254 272829 to discuss your requirements in more detail. Alternatively e-mail us at E-Mail Sales.
Optima were approached by an internationally renowned packaging manufacturer, particularly specialised in cartons, labels and leaflets. The company’s manufacturing facilities across the globe must deliver maximum efficiency and reliability to enable excellent customer service and innovative packaging designs.
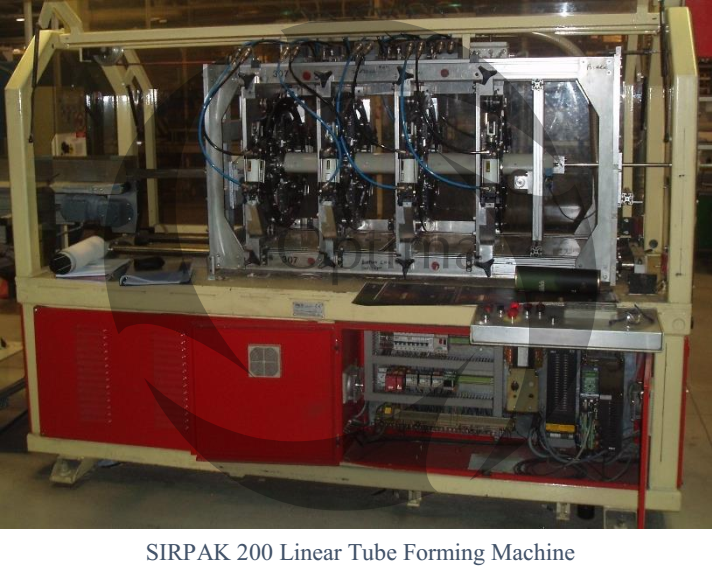
Their Scotland-based plant was faced with obsolescence and unreliability of a Sirpak 200 tube forming and cut to length machine. The linear tube-forming line on site is used for the production of all-shape composite cans. It allows the manufacturer to produce odd-shape packaging for premium brands such as Chivas Regal and Glenfiddich. Customers in this sector demand high-quality materials and unique packaging designs. If their supplier is unable to produce these up to standard and on time, it would be losing significant amounts of revenue. This is where Optima got involved to provide a stand-alone registration system to replace the existing cut-to-length equipment.
The new system that Optima developed incorporated a fully integrated Siemens platform with Simotion Drive equipment, Simatic PLC and a Siemens Synchronous Motor gearbox combination.
New features for the machine – a Sirpak 200 – included a recipe interface for the different packaging tube lengths produced on the machine. To minimise downtime at change-over from the old equipment to new, Optima installed a new panel, encoder and PEC next to the existing units without interfering with the existing control system. Because of this, the project commissioning was completed in 5 days without problems or delays.
Of greatest benefit to the customer is the reduction in waste that was achieved following the upgrade. Michael Hill, Managing Director at Optima, explained the future benefits further: “The current system was sheet-fed, which means there is unprinted material (3’’) between each repeat length. Following detailed consultation with the customer, Optima’s control system facilitated the use of printed rolls instead of sheets, thus eliminating the requirement for unprinted sections. With 3″ saved on every 40″ of material, the new system would facilitate a 7.5% reduction in product waste. As the company produces thousands of metres of carton per week (approximately 40 metres/minute for 10 hours per day, 5 days per week equating to 120,000 metres) the savings equate to 9km of less waste every week.”
Please telephone: Andy Coverdale, Mark Lane, or Michael Hill on 01254 272829 to discuss your requirements in more detail.
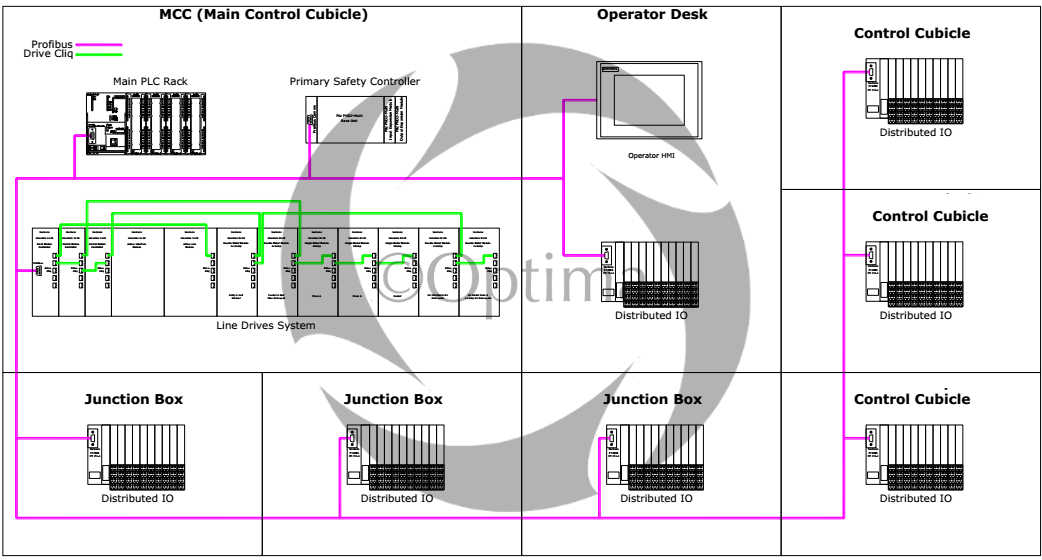
In this project, Optima provided a complete new control system for a Metal Decorating Press. In order to print the colours correctly aligned, all axes must be fully synchronised. Optima chose to use Sinamics S120 Drives and the D425 motion controller to achieve the required accuracy.
The control system was a completely integrated package from Siemens with use of remote IO stations to minimise machine wiring time.
This video was taken during final commissioning of the machine.
The project was managed from the initial site survey, through specification, design and finally commissioning on-site by Optima.
Initial advice was offered to the customer to cover aspects such as
Operational and process risk assessment
Fixed guarding integrity and guarding access points
Hazardous areas that require EEx rated equipment
This allowed to to design the system to accommodate machinery safety and environmental operating conditions in addition to the major drive control aspects.
The machine software was custom-developed for the application to encompass:
Main machine PLC sequences
Operator Visualisation (HMI)
Motion Control Equipment functionality
Safety Controller Programming/Configuration
Main Panel with Sinamics Drives on test before shipping
Main Operator Desk
All built equipment from Optima was tested for both build quality and correct functionality before the control enclosures were boxed and braced ready for shipping to site via sea freight.
Commissioning of the supplied control equipment and software was completed with the assistance of the end users engineering and operational personnel. This is important as it allows a natural ‘hand-over’ of equipment to the end user so they become comfortable with owning the new control system.
During this phase machine process functionality and machine operational safety was tested using the following documents supplied as part of the project such as:
Optima project design specification
Circuit diagrams
Commissioning software test plan
Software specifications and sequence diagrams
Please feel free to speak to us and find out how we can help to upgrade your printing machines to the latest state-of-the-art automation hardware and give you total ownership of the eventual control system supplied.
Pegler Yorkshire designs and manufactures innovative and reliable branded connect & control solutions for the worldwide plumbing and heating industry. The company has invested heavily in their manufacturing facilities at an average rate of £3.5m per annum. These developments, involving significant capital equipment investment, have resulted in major customer benefits including shorter lead times, improved response and reduced costs.
One recent upgrade project was completed at the manufacturer’s plant in Leeds, UK. The original requirement of the project was to replace the drive system of a cold forging press. It had given great service for 20 years but was becoming problematic due to the obsolescence and unreliability of the control equipment. The press punches out copper tube billets from solid copper rod which are used in the manufacture of various sizes of fittings. These fittings are used in the plumbing industry for connecting copper tube together in water, gas and central heating systems. Optima Control Solutions, the Blackburn-based systems integrator, came up with a turnkey solution to integrate into the existing control system.
A new AC motor from TECC replaced an obsolete DC motor. The old DC motor required frequent maintenance to keep the machine in production. In addition, new AC drives from Parker Hannifin were configured to use existing control signals to operate the press in the same way as the existing drives. The control system design was compliant with the latest EN60204-1; EN954-1 safety standards and the EN61800-3 EMC Product Standard. Upgrading to the new AC motor and control system realised a 25% uplift in availability, resulting in significantly increased production output.
Tony Lepecha, Electrical Systems Engineer at Pegler Yorkshire, explained: “As a result of this upgrade project, we are enjoying a number of improvements. The new system increased the press production availability by 25 %. We have not had any downtime problems since install. The new control system also improved our energy efficiency by 3 to 5% and the upgrade significantly lowered our maintenance requirements – from 2 hours per week to mere 10 minutes per month! In addition, our maintenance costs are down as well – the old motor required regular repairs costing approximately £1500 per year. Currently, the new motor has incurred no cost.”