Addressing obsolescence is an issue facing many companies and failure to create a robust action plan can often lead to problems that not only affect the operation of a line or machine, but can also result in unfavourable issues that could have detrimental effects on quality levels and brands.
The dangers of obsolescence were identified early on at a leading British biscuit manufacturer in its mixing plant, where older hardware was not only showing its age in terms of performance and failures, but was also no longer part of a supported spares package. More information can be found here: Rockwell Automation Case Study
As a trusted Siemens Drive and Motion Partner, any machine upgrade that Optima engineer that uses Siemens Drives and Motors, Siemens will provide a 5 year warranty on the drive and 3 years on the motor/ motor gearbox Free of Charge. Optima can also extend this standard warranty further for you at preferential rates as a trusted partner of Siemens. See the below link for more information:
Optima don’t just supply our own turnkey Robot cell systems, we are also able to provide programming, consultancy and support. We are able to work with the following major robot manufacturers and have extensive experience on: ABB, Kuka, andFanuc.
All of our previous robot projects are available on our dedicated YouTube channel. Here’s a few samples below:
Optima have been certified as an approved supplier to Schneider Electric and become part of the Avetta Consortium. Membership of Avetta is your guarantee of our quality, procedures and most important of all, safe working standards.
We look forward to working closely with Schneider Electric on upcoming major projects. This enhances our product and engineering services and complements our existing Siemens Automation and Motion Partner services.
Critical process industry can’t stop, so Optima have been back commissioning on-site for some time now to support our customers.
For this major project, we have written the PLC and SCADA platform to control the whole process from start to finish. The application is written entirely in TIA Portal with a total of three WinCC SCADA platforms. We have used the latest cloud-based remote access technology so that most of the plant can now be commissioned remotely. Remote access using a combination of local Wi-Fi and High-Gain 4G antennas gives us a reliable and secure access to the PLC and SCADA system when it is required.
This project is just one of many that Optima play a key role in. Whether your application is large or small, we have a capable engineering team that are able to provide you with as much engineering resource as you require.
Here at Optima we are always looking at ways at which we can better support our customers. If the problem can be identified remotely and and fixed without requiring a visit to site, then there are cost savings to be made, both in terms of engineering time saved and production downtime losses. Of course, not every problem can be fixed remotely, but if a more detailed prognosis can be made in the first instance, then preparations for any site visit will be more focused on the problem area. Read our Remote Access Brochure for more information.
Our engineers use the same software they would use if they had travelled to the remote site. The customer does not need to purchase the specialist programming tools or laptop
The system uses the existing, broadband Internet connection on site, whether wired or wireless
If this is not available (for example at a remote operating plant or location) our 4G Mobile Data Sim configuration provides the communication link required.
Depending on network coverage, the most appropriate mobile telephone network provider can be selected. Our range of high-gain antennas ensure that a reliable data link is always available
The system can be configured to send e-mail notifications, when machine faults / alerts occur
We would be pleased to provide you with a custom quotation for your remote access requirements.
If you want to learn about Asynchronous and Synchronous AC machines, DC Motors, Generator and Motor principles it’s useful to be able to carry out practical work on them.
Step forward Optima who helped Blackpool & The Fylde College fulfil their requirements to have two new state-of-the art installed at their brand new training facility near Fleetwood
Challenges
There were a number of key challenges in the design. On Test Rig 1, the AC Motor would operate in two modes:
Prime mover, with the load being applied by the DC motor.
Generator mode with the DC motor driving the AC motor.
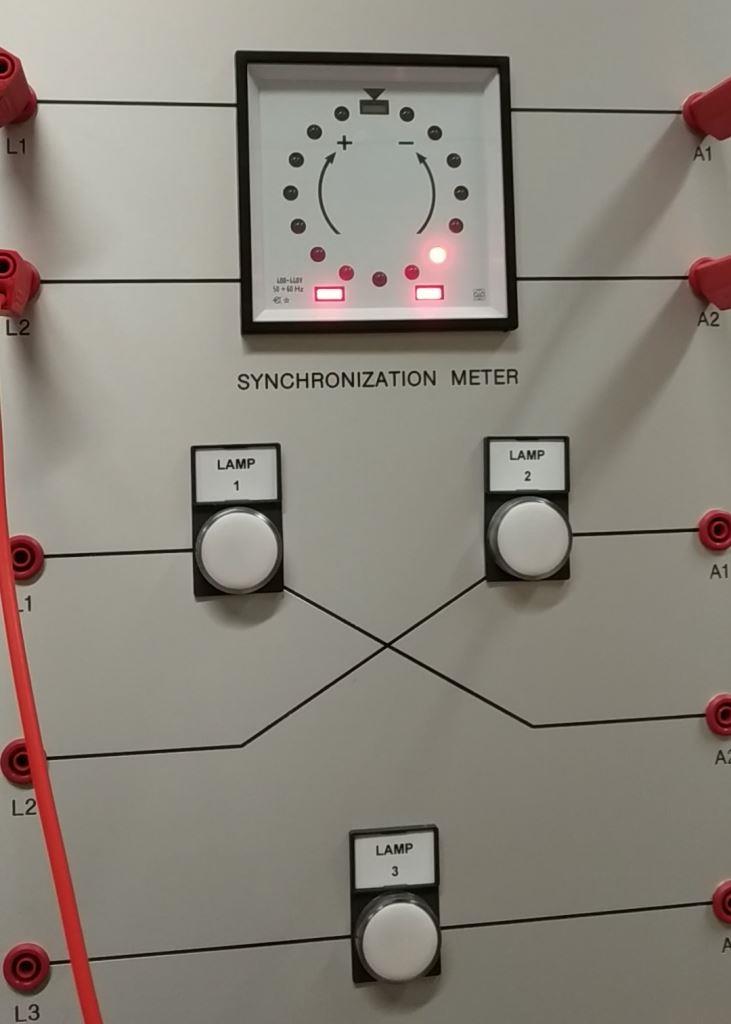
Synchronisation Meter
When acting as a generator, the AC motor would have to be synchronised to the mains supply before being “switched-in”. This is to simulate a real-world situation on-board ships where back-up generators may have to be manually switched-in.
Design
The panel design incorporated banana type sockets to facilitate the ease of connection of external measuring instruments such as power meters.
The panels incorporated a host of instrumentation to afford total visibility. These included:
Machine torque
DC Armature Current
DC Armature Voltage
Single Phase Mains Voltage L-N
Single Phase Alternator Current
Single Phase Alternator Voltage L-N
Alternator Excitation Current
Test Rig 2
Test Rig 2 incorporated the very latest Siemens PM250 Regenerative Power Module and a Soft Starter to the test rig AC Motor. The user has the option to switch between the two. A DC Motor acts either as a prime mover or generator giving ultimate flexibility in operation.
The incorporation of a regenerative AC solution brings the very latest in cutting-edge drive architecture to an educational establishment. There aren’t many drive manufacturers who can supply lower-power regenerative modules.
Overall, the test rig projects were a great success combining the College’s and Optima’s knowledge to product test rigs that will serve students well for many years to come.
That tension indicator on your web processing machine might not seem too important when the machine is running well. However, when web breakages become more frequent and operators are adjusting dials to tease the machine into starting and stopping without causing web wrap-ups or sheet breakages then something is definitely amiss.
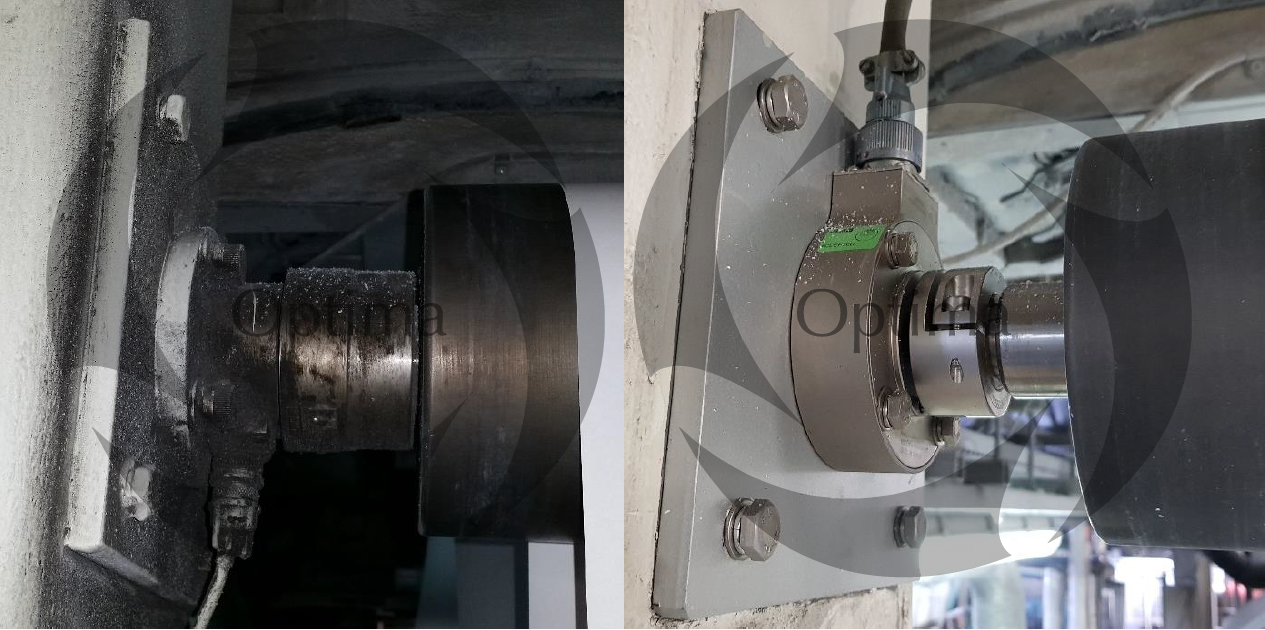
Loadcell failures may remain undetected for years. Even the total failure of one loadcell in a pair may not be picked up as the material may tolerate the higher tension being introduced as a result.
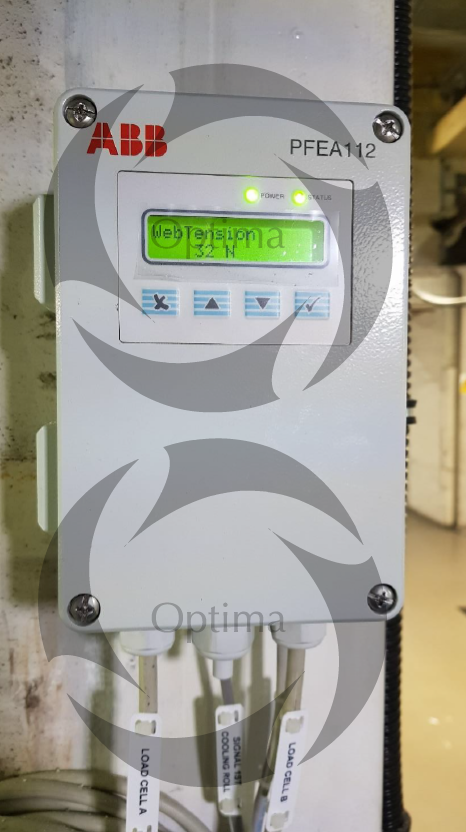
Tension Indicator Unit
One customer of ours had suffered for many years with loadcell drift, requiring the machine to be regularly recalibrated. This was until they finally gave us the go-ahead to upgrade all of their loadcells with units from ABB.
Following installation and commissioning by Optima’s engineers, the results have exceeded their expectations. Productivity on the machine rose by 25%, with web breakouts now a distant memory. Senior management questioned why they hadn’t done this 5 years previously.
You see there is a difference between loadcells. Conventional units rely on strain gauges which can be broken by overload or misuse. What machine owner hasn’t experienced issues with incorrect use of their equipment by operators which can of course occur by accident or mistakes?
The ABB units we install as part of our web transport system upgrades or as a stand-alone improvement are truly a fit and forget solution. From versions that are acid resistant (for use on the wet end of paper machines) to radial and pillowblock types, there is a design and tension rating to suit any application.
The tension indicator units are robust enough to be mounted externally meaning engineers and operators can very easily check the tension reading from either or both loadcells during operation or maintenance. Factor in one-touch calibration and you can see why these units are our first choice.
Using the latest migration strategies, upgrading a failing HMI panel can cost less than you think. Optima recently migrated a PC-based HMI system to the latest PanelView HMI.
The project involved removal of the old PC-Based system including UPS, Industrial Computer and separate touch-screen HMI.
Some challenges with this project were maintaining compatibility with the legacy DF-1 serial communications. This did limit the choice of new HMI’s but the new unit fitted will remain supported by Rockwell Automation for may years to come.
Plus, we fitted a shiny new bezel at the time to make it look “as-installed”.
Optima recently completed an installation for a complete upgrade of a machinery safety control system.
The project required the bespoke manufacture of control backplates and the integration of multiple hardware elements including AC drives, DC Drives, Pneumatics and Hydraulics.
Optima have achieved the Machinery Safety accreditation qualifications as specified by TÜV SÜD Rail GmbH. Other integrators may supply machinery safety systems, but do they have the qualifications to back this up?
Optima can provide the assurance you need that our systems are designed to the correct performance level (PL) or safety integrity level (SIL) that your machine requires. If you don’t know what the PL or SIL value should be , we can also provide independent PUWER reports through our network of surveyors. Whatever your safety requirements are, Optima have it covered.








 For this major project, we have written the PLC and SCADA platform to control the whole process from start to finish. The application is written entirely in TIA Portal with a total of three WinCC SCADA platforms. We have used the latest cloud-based remote access technology so that most of the plant can now be commissioned remotely. Remote access using a combination of local Wi-Fi and High-Gain 4G antennas gives us a reliable and secure access to the PLC and SCADA system when it is required.
For this major project, we have written the PLC and SCADA platform to control the whole process from start to finish. The application is written entirely in TIA Portal with a total of three WinCC SCADA platforms. We have used the latest cloud-based remote access technology so that most of the plant can now be commissioned remotely. Remote access using a combination of local Wi-Fi and High-Gain 4G antennas gives us a reliable and secure access to the PLC and SCADA system when it is required.